
철근콘크리트 공사 중 철근공사
1. 철근공사 일반사항
1.1. 철근의 종류 및 기호
– 원형 봉강과 이형봉강의 기계적 물성에 따른 종류의 구별을 용이하게 하기 위하여, 양단면을 색칠하여 구분
| 종류 | 기호 | 구분방법 | 용도 |
| 원형봉강 | SR240 | 청색 | 일반용 |
| SR300 | 녹색 | ||
| 이형봉강 | SD300 | 녹색 | 일반용 |
| SD350 | 적색 | ||
| SD400 | 황색 | ||
| SD500 | 흑색 | ||
| SD400W | 백색 | 용접용 | |
| SD500W | 분홍색 |
1.2. 위치의 고정
– 일반적으로 0.9 mm의 결속선으로 교점을 결속 D19 이상은 결속선을 겹쳐 사용하거나 별도의 결결속 재료를 사용하고 SLAB의 경우 3 교점 중 1곳 정도의 결속이 바람직함.
1.3. 표준 피복 두께
– 피복두께는 설계서, 시방의 확인이 중요
– 콘크리트 구조설계기준과 건축공사 표준시방서의 위계가 같으므로 어느 쪽을 따를 것인지는 감리와 상의하여 결정
| 부 위 | 피복두께(mm) | 마감 있는경우 | ||
| 흙에 접하지 않는 부위 |
지붕SLAB 바닥SLAB 비내력벽 | 옥내 | 30 | |
| 옥외 | 40 | 30 | ||
| 기둥 보 내력벽 | 옥내 | 40 | ||
| 옥외 | 50 | 40 | ||
| 흙에 접하는 부위 |
기둥,보,SLAB,내력벽 | 50 | ||
| 기초,옹벽 | 70 | |||
☞ 최소 피복두께는 상기의 피복두께에서 10㎜를 공제한 값 이상으로 한다
1.4. 정착
– 철근의 강도 및 CON’C의 강도에 의해 달라진다.
– RC 부재에서 부재의 철근은 그 부재를 지지하는 부재 내에 연장하여 매립 부분의 부착력으로 철근 응력을 지지부에 전달한다.
– 지지부재에 철근을 정착시킬 경우 그 부재의 중심선을 넘어 절곡 한다.(예: 보근을 기둥에 정착시킬 경우 기둥 중심선을 넘는다)
– 절곡 하지 않고 정착 길이를 얻을 수 있는 경우 직선부만 시공해도 된다.
1.5. 이음
– 응력이 적은 곳, CON’C 구조물에 압축 응력이 생기는 곳에 설치
– 한곳에 집중하지 않고 서로 빗나가게 설치
2. 보강 철근 배근 기준
2.1. 파일 기초
| 말뚝 두부 상세 | 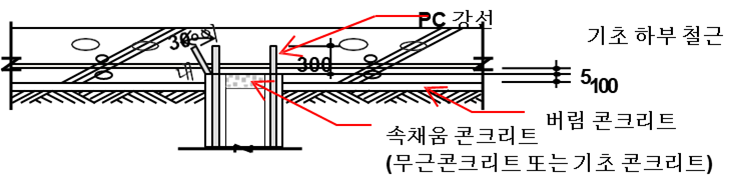 |
| 지내력 기초의 경우 기초 하부 철근의 피복은 80mm를 적용하나, 파일 기초의 경우에는 150mm를 적용함. | |
| 말뚝 두부 보강 상세 | 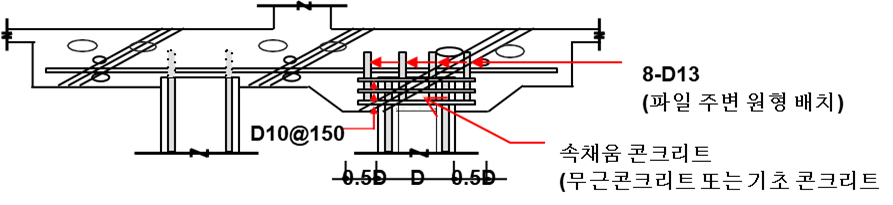 |
|
-말뚝머리가 부분적으로 낮은 경우
-절단부위 하부에 균열이 있는 경우
|
2.2. MAT 철근 배근
- 이음: 인장 이음
- Post Pile과의 간섭으로 절단되는 Mat Slab 철근 보강

2.3. SLAB 및 보 철근 배근
| 전기 BOX 간섭 | 슬래브 철근과 보 철근 결속에 따른 상부 철근 피복 과다 | ||
 |
 |
||
| ▶전기 BOX 간섭에 따른 하부 철근 피복 과다. | ▶하부 철근이 주철근이 되 는 중간대의 경우 철근 위치 를 조정하거나 별도의 보강 철근 배근 (주열대의 경우 미보강함) | ▶슬래브 철근과 보 철근 결속에 따른 상부 철근 피복 과다 ▶피복 과다에 의한 내력 저하로 균열 발생 우려 |
▶별도의 SPACER 설치로 상부 철근 피복 유지 |
| 보 교차부 철근 배근 |  |
 |
|
| 교차부위에서 인장철근과 압축철근 중 인장철근을 최외 측에 배근함으로서 보의 유효깊이를 크게하여 내력확보 에 유리하도록 배근함. |
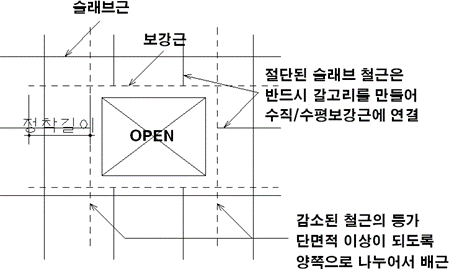
| 보가 있는 슬래브 개구부 보강방법 | 보 없는 슬래브 개구부 보강방법 |
| - 개구부 크기 150mm 미만 : 구조적으로 무시 - 개구부 크기 150~500mm : ⓐ D10의 경사보강근을 그림과 같이 격자형으로 보강,개구부를 지나는 철근은 1/6 경사 이하로 구부린다. |
- 개구부에 의해 감소된 철근량은 개구부 주변에 추가 배근 (보 있는 슬래브의 경우와 동일) |
 |
|
 |
|
| ⓑ 철근을 개구부 면에서 절단하고 개구부에 의해감소된 철근량은 양측에 나누어 보강 배근한다. |  |
 |
|
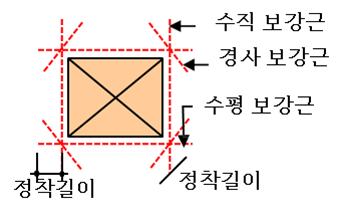
| 개구부 크기 500~1000mm : 위의 방식과 동일 단, 슬래브의 두께가 250mm 이상일 때는 상하부에 경사 보강근을 배근한다. |
2.4. 벽체 철근 배근
| 개구부 보강을 생략할 수 있는 경우 | 개구부 보강법 |
|
1) 개구부가 기둥/ 보에 접하는 부분
2) 개구부 최대 지름이 250mm 이하이고, 철근을 완만하게하여 개구부를 피하여 배근할 수 있는 경우
|
1) 개구부에 의해 감소된 철근을 양측에 나누어 배근
2) 2-HD16 이상을 보강사용
3) 벽체 두께가 250mm 이상인 경우에는 경사 보강
4) 보강근은 개구부의 모서리에서 정착길이 이상 연장하여 배근
|
 |
|
| 벽체 단부/모서리 보강 | |
 |
※ U-BAR 및 보조 띠철근 : 전단벽의 양단부에 기둥과 같은 배근을 함으로써 부재의 연성을 높여주는 내진구조를 위한 배근
-BAR의 폭 : (벽 두께) - 50㎜ -보조 띠 철근 : 한쪽은 90°,
다른쪽은 135°HOOK 가공 |
2.5. 기둥 철근 배근

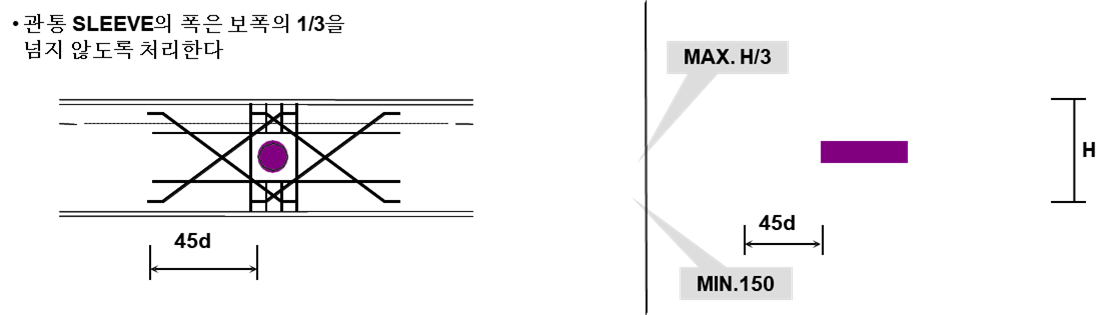
2.6. 관통 SLEEVE 처리
3. 철근 이음의 종류
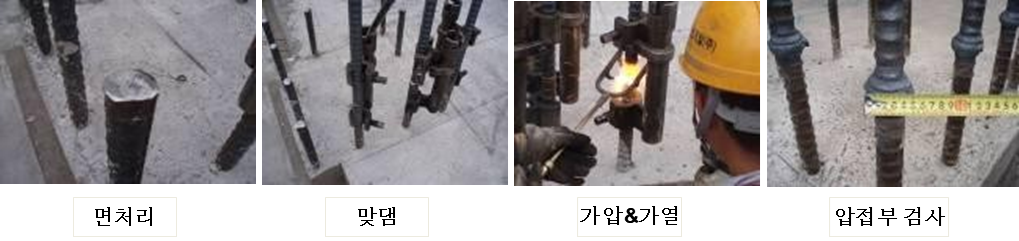
3.1. 가스압접
- 철근 동축상에 세트 된 2개의 철근 단부를 가스버너에 의해 가열, 가압하여 접합
- 일반적으로 Φ19mm 이상의 철근은 겹침 이음보다 경제적임.
☞ 주 의
- 종류가 같은 철근으로만 압접
- 지름의 차가 7mm 이하의 철근
- 압접부는 구부림 가공을 하지 않는다
- 강우 시, 강풍 시(4m/sec), 0℃ 이하에서는 작업금지
가스압접 기준
- 용접 돌출부의 직경은 철근 직격의 1.5배 이상
- 용접 돌출부의 길이는 철근 직경의 1.2배 이상
- 철근 중심축의 편심량은 철근 직경의 1/5 이하
- 용접동출부의 단부에서 용접면 엇갈림은 철근 직경의 1/4 이하

3.2. 커플러 이음
|
• 철근에 숫나사를 만들고 coupler 양단을 nut로 조여서 이음하는 방식
• 열을 사용하지 않으므로 철근 변화 및 화재의 위험이 없고 시공이 간편.
• 겹침이음에 대비한 커플러의 경제성은 D29인 경우 약 8%, D32경우 약 30% 임
|
 |
 |
|
| ☞ 주 의 • 이음부는 원철근 125% 강도 요구 • 커플러 내부 영구변형량 최소화
• 조임확인시험 실시 • 커플러 재질에 대한 시험 실시
|
| 구분 | 부풀림 나사방식 | 압축방식 | 마디리브 절삭방식 | 테이퍼 방식 |
| 가공방식 | 철근 가공부를 금형에 의해 크게 부풀림 한다. | 금형에 의해 철근 마디 리브를 매몰한다. | 철근 마디 리브를 일정한 규격으로 제거 후 나사 가공한다. | 철근 앞 단부를 각도를 주어 나사가공 한다. |
| 나사가공 | 전조나사방식 | 절삭나사방식 | ||
| 장점 |
▪저 탄소강의 철근가공 후 신뢰성 검증 (SD300)▪대량 생산 가능
|
▪저 중탄소강의 철근 가공후 신뢰선 검증(SD300, 400)
▪대량 생산가능
▪시공현장 생산가능
|
▪저 중 고탄소강의 철근가공후 신뢰성 검증 (SD300, 400,500)
▪대량 생산가능
▪시공현장 생산가능
|
▪저 탄소강의 철근가 공후 신뢰성 검증(SD300)
▪시공현장 생산가능
|
| 단점 |
▪부풀림 가공단부는 금형에 의한 경화로 신뢰성 저하 우려
▪두 개의 철근체결 후 직진도 신뢰성 저하▪굽힘 시 신뢰성 저하
|
▪압축 가공단부는 고 탄 소강일수록 금형에 의한 가공경화로 신뢰저하 우려
▪굽힘 시 신뢰성 저하
|
▪철근 마디와 리브의 크 기 및 편차발생의 우려로 커플러 길이가 부풀림 및
압축방식보다 10%정도 길다 |
▪인장강도 및 반복시험 시 빠짐 및 풀림의 신뢰성
저하 |
'건축시공사' 카테고리의 다른 글
| 건설사 철근콘크리트공사 AL FORM 제작기준 교육자료 (1) | 2022.11.01 |
|---|---|
| 건설사 철근콘크리트 공사 중 거푸집공사 교육자료 (1) | 2022.11.01 |
| 건설사 부대 토목 되메우기 시공계획 교육자료 (0) | 2022.10.28 |
| 건설공사 PRD(Percussion Rotary Drill) 공법 교육자료 (0) | 2022.10.27 |
| 건설사 CIP(CAST IN-PLACED PILE)공법 교육자료 (0) | 2022.10.27 |